Современные бронежилеты - это изделия, отвечающие самым высоким требованиям. Новейшие материалы, передовые технологии - все ради благородной цели: сохранения человеческой жизни. Российский ГОСТ определяет шесть основных и три специальных класса защиты бронеодежды. Наименьшей пулестойкостью обладают бронежилеты класса защиты Бр1 - они должны выдерживать на попадание из автоматического пистолета Стечкина АПС. Модели класса Бр4 способны предохранить от пуль калибра 5,45 и 7,62 мм, выпущенных из разных модификаций автомата Калашникова. Класс защиты Бр5 предотвратит поражение различными типами боеприпасов для снайперской винтовки Драгунова СВД (калибр 7,62 мм), а максимальный Бр6 обеспечивает защиту от попадания из крупнокалиберной снайперской винтовки ОСВ-96 (В-94) – калибр 12,7 мм.
Специальные классы (С, С1, С2) обеспечивают защиту от поражения холодным оружием, гладкоствольным охотничьим оружием и имитаторами осколков соответственно.
Вне зависимости от класса защиты и способа ношения (различают также бронежилеты для скрытого ношения, однако чем выше класс, тем меньше скрытность) изделие должно выдерживать не менее пяти попаданий из нарезного оружия и не менее двух из гладкоствольного. О том, как создается отечественная броня XXI века, «ММ» рассказали на петербургском предприятии НПФ «Техинком».
Общевойсковой бронежилет 6Б43 является одним из основных элементов «Ратника» – современной экипировки бойцов вооруженных сил РФ. Он был принят на снабжение наших вооруженных сил в 2010 году, став логическим развитием серийного бронежилета 6Б13. В новой модели уже две (вместо трех) керамико-композитные бронепанели, кроме того, она легче предшественников и зарубежных аналогов – вес базовой комплектации не превышает 9 кг. Однако главное достоинство – высочайшая живучесть баллистических плит «Гранит-6»: 2–3 попадания на 1 дм2 поверхности. Это значит, что 6Б43 гарантированно выдерживает до 15 попаданий бронебойно-зажигательными пулями, выпущенными из винтовки СВД с расстояния 10 м. Он не менее надежен и в качестве средства противоосколочной защиты: ее площадь составляет 45–50 дм2.
В основе бронежилета – 20-слойные бронепакеты из баллистической ткани, изготовленной из пара-арамидного волокна. Модульный принцип построения позволяет всячески дополнять 6Б43 – противоосколочными наплечниками и фартуками, подсумками и т. д., а в экстремальной ситуации специальное устройство позволяет скинуть бронежилет менее чем за 3 секунды. Подразумевают ли все эти особенности исключительную сложность изготовления? Об этом и пойдет речь далее.
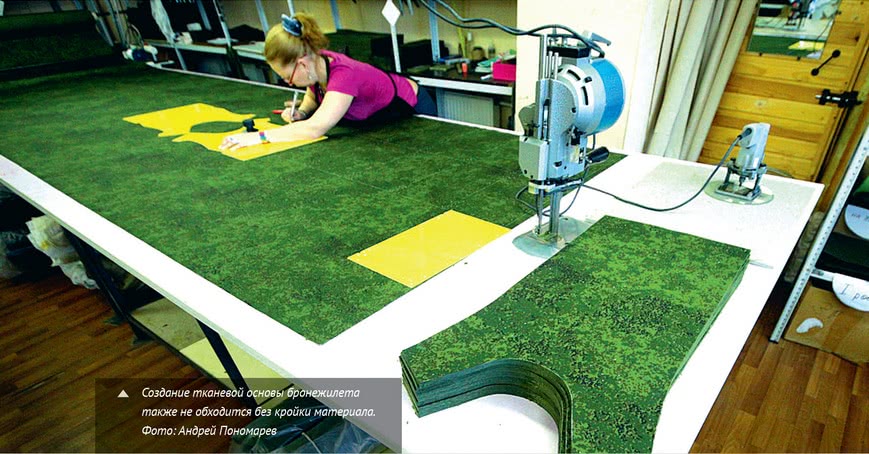
Создание бронежилета начинается в швейном цехе: именно здесь производят бронепакеты из баллистической ткани – основы для изготовления ключевых секций будущего изделия: грудного, спинного и боковых модулей, воротника, а также противоосколочных наплечников и фартука, входящих в расширенную комплектацию. Бронепакет состоит из слоев арамидной ткани, сшитых друг с другом. Российское волокно «Русар» (надо сказать, в этом классе синтетических волокон в мире работает всего несколько предприятий, и отечественная разработка во многом превосходит зарубежные аналоги) обладает повышенной прочностью (оно в пять раз прочнее стали, в 2-2,5 раза стабильнее кевлара), устойчиво к высоким температурам, напряжению электрического тока и воздействию химикатов. Поэтому кройка превращается в трудоемкий процесс с применением мощных дисковых ножей. При этом баллистическая ткань активно «сыплется» в местах разреза, что требует тщательной обметки краев готовых бронепакетов, а в процессе работы – защиты дыхательных путей закройщиков: арамидная «пыль» не опасна, но глотать ее все же неприятно.

Изготовление бронепакета выглядит так. Слои баллистической ткани последовательно укладываются друг на друга, после чего из них выкраивается базовая заготовка (к примеру, для воротника она будет полукруглой). Затем слои заготовки пристрачиваются друг к другу на швейной машинке. К заготовке также пристрачивается выкройка, по которой осуществляется чистовая обработка. Наконец, края бронепакета обметываются, после чего изделия из баллистической ткани отправляются на другой производственный участок.
Следующий этап – создание основы из ткани, в которую потом будет помещен бронепакет. Естественно, и здесь не обходится без кройки материала (используются полиэфир и капрон) и швейных машин. Перед началом сборки некоторые элементы тканевой основы отправляются в цех закрепочных машин. Оттуда они вернутся с пришитыми застежками и ремнями, а также с лентами из полипропилена и капрона – основы унифицированной системы креплений подсумков и дополнительных противоосколочных модулей. Наиболее трудоемкий процесс на этом участке – создание грудной и спинной секций. Каждая сшивается из двух кусков ткани и двух бронепакетов. Сначала к каждому из бронепакетов пристрачивается слой камуфляжной ткани, потом наружная и внутренняя части секции сшиваются. Когда каждая из секций будущего жилета готова, их соединяют при помощи ремешков и застежек. Вообще, производство тканевой основы бронежилета – процесс не менее трудоемкий, чем создание арамидных бронепакетов. Каждая секция – это сложное сочетание карманов для бронеплит, креплений и застежек. При этом в день нужно выпускать не менее 250 единиц продукции. Сложность задачи, стоящей перед швеями, отчасти компенсируется количеством размеров выпускаемых изделий – их всего три.
Производство керамических бронеплит – главная гордость и главная тайна предприятия. Предпочтение отдается не монолитной бронекерамике (которую используют за рубежом), а мозаичной. В США бронеплиты делают из карбида бора (B4C (B12C3)), редкого абразивного материала исключительной твердости – 9,32 по шкале Мооса (наивысшей твердостью – 10 по шкале Мооса – обладает алмаз). Сырье для отечественных керамико-композитных бронепанелей – корунд или глинозем (Al2O3). По твердости он немного уступает карбиду бора (одной из разновидностей корунда является сапфир, на основе которого делаются наиболее твердые стекла), однако корунд гораздо более распространен и, следовательно, более доступен. Кроме того, живучесть монолитных бронеплит из карбида бора оказывается значительно ниже за счет большей зоны радиального и концентрического поражения.
Почему бронепанели из глинозема надежнее? Чтобы ответить на этот вопрос, расскажу о производстве мозаичной керамики. Основой для будущей бронепанели являются готовые керамические плитки размером 50 × 50 × 9 мм, поставляемые абразивными заводами. Состав, из которого создаются плитки, – охраняемый предприятиями секрет: в основе состава – оксид алюминия, но помимо глинозема туда также входят специальные добавки, превращающие каждую плитку в прочный монолит.
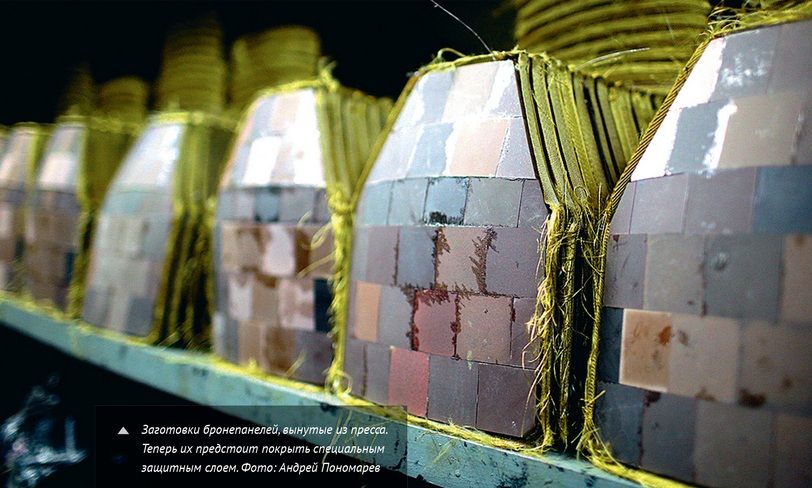
Каждая бронепанель составляется из 30 плиток. Обрабатывая их на камнерезном станке с алмазным абразивным диском, который вращается со скоростью 2800 оборотов в минуту, операторы срезают у квадратных плиток лишние уголки. Работа не только кропотливая, но и требующая значительных физических усилий – твердость корунда дает о себе знать. Из обрезанных плиток на специальной пленке выкладывают шестиугольник будущей бронепанели, после чего «мозаику» помещают в пресс. Каждая плитка имеет характерный изгиб, благодаря которому пулестойкая плита приобретает выгнутую форму – оптимальную с точки зрения эргономики. Первая стадия прессовки соединит плитки между собой и придаст будущему изделию его окончательную форму.
Плитки, помещенные в пресс, смазывают жидким полиуретаном, накрывают еще одним слоем пленки и покрывают полиуретаном снова. Получившийся «сандвич» накрывают шестиугольным бронепакетом из баллистической ткани и отправляют в пресс. В течение трех-пяти минут основа будущей бронеплиты «запекается» под воздействием температуры в 100–120 °С. Полиуретан застывает, керамические плитки намертво схватываются между собой, края арамидной подкладки приобретают изгиб по торцевой части плиты. Теперь заготовку необходимо покрыть специальным защитным слоем. Для этого готовится раствор на основе полиуретана, голландской сажи и секретных реактивов, которые смешиваются миксером до однородного состояния. Покрашенная бронеплита вновь отправляется в пресс, где компоненты защитного покрытия вулканизируются, после чего остается провести незначительную чистовую обработку. Готовые бронепанели «Гранит-6» не только обладают исключительной пулестойкостью, но и устойчивы к многократным падениям, и сохраняют свои «качества» в диапазоне температур от –50 до +50 °С.
Тем, кто имеет даже самое общее представление о бронежилетах, наверняка приходилось слышать о запреградном воздействии: иногда бронежилет способен остановить пулю, но полученные в результате травмы могут быть крайне тяжелыми (контузии, переломы и т. д.), порой несовместимыми с жизнью. В случае с 6Б43 избежать заброневых травм помогают климатико-амортизационные подпоры – КАПы, которые крепятся на липучках к внутренней стороне бронежилета на груди, спине и по бокам. По форме и размерам они полностью совпадают с бронеплитами. Поверхность подпоров ребристая, что, с одной стороны, придает им амортизационные свойства, с другой – способствует отведению избыточного тепла из-под жилета. Как и бронеплиты, КАП создается в результате прессовки: пластина из полипропилена укладывается между двух полотен из полиэфира, и эта заготовка спрессовывается под воздействием температуры в 190 °С.

Завершающая стадия изготовления бронежилета – сборка. Детали тканевой основы соединяются между собой, бронеплиты помещаются в специальные карманы, климатико-амортизационные подпоры крепятся на внутренней стороне изделия. Через все основные крепления, соединяющие части тканевой основы, протягивается стальной трос в пластиковой оболочке – ключевой элемент системы экстренного сброса. Один конец троса вшит в воротник, и резкого рывка за край воротника достаточно, чтобы бронежилет распался на две половины. Каждый собранный бронежилет помещается в индивидуальную упаковку, которая пломбируется перед отправкой на склад. Часть изделий будет испытываться: до 50 образцов – на предварительных испытаниях и до 100 – на испытаниях, проводимых заказчиком. Но это уже другая история.



 Альберт Эйнштейн: насыщенная жизнь рассеянного профессора
Альберт Эйнштейн: насыщенная жизнь рассеянного профессора Летающий Вагон
Летающий Вагон «Я победил мрамор…»
«Я победил мрамор…»