Разработка ученых ПИШ Пермского Политеха поможет предотвратить образование дефектов при изготовлении деталей
Электроэрозионная обработка особенно эффективна в том случае, когда механические способы не справляются. Например, при резании твердых высокопрочных сплавов, где обычный инструмент быстро изнашивается, а также при получении деталей сложных форм или очень маленьких отверстий. При этом в процессе изготовления элементов конструкций авиационных двигателей, таких как лопатки и диски турбин, которые должны работать в агрессивных условиях под высокой нагрузкой, важно обеспечить их устойчивость и качество рабочих поверхностей без неровностей и трещин.
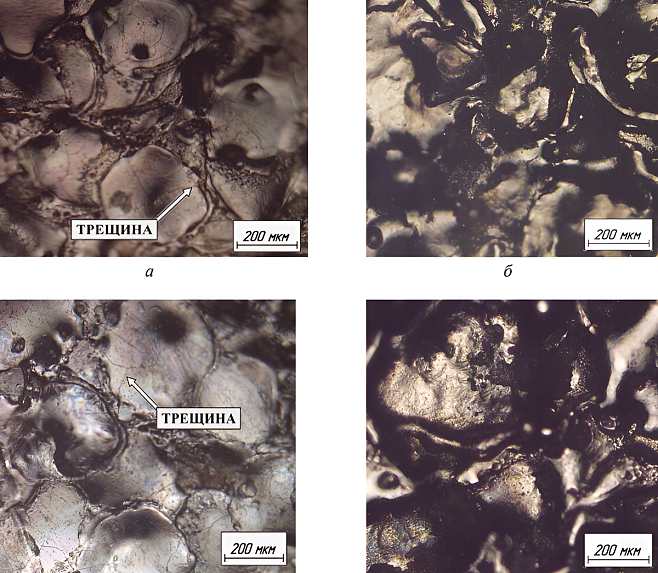
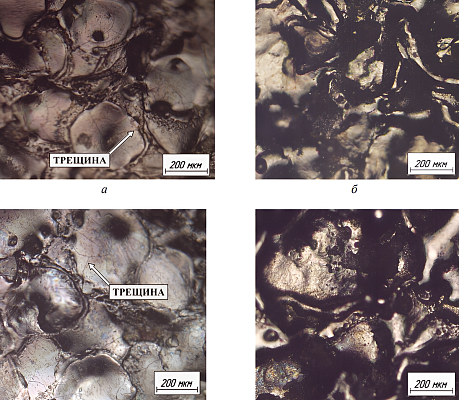
Но одним из сдерживающих факторов в применении электроэрозионной технологии является то, что под действием электрических разрядов поверхность металлической заготовки меняется. На ней появляется дефектный слой со множеством микротрещин. Эти особенности существенно снижают эксплуатационные характеристики материала и долговечность, что может привести к преждевременному выходу изделия из строя.
Толщина образующегося слоя может колебаться от сотых долей миллиметра и зависит это во многом от режимов обработки. Так, снижение силы тока и уменьшение времени воздействия электрического импульса позволяет снизить толщину белого слоя и его неравномерность. Однако сегодня особенности формирования дефектов на поверхности заготовок из труднообрабатываемых материалов плохо изучены.
Ученые Передовой инженерной школы ПНИПУ разработали математическую модель, позволяющую прогнозировать толщину белого слоя в зависимости от силы и времени воздействия импульса при электроэрозионной обработке.
Моделирование выполнили для двух режимов обработки – максимального и минимального с учетом таких параметров, как сила тока (2А и 8А), напряжение (50В и 100В) и время действия импульса (40 и 150 мкс). Были получены две модели, рассчитанные для хромосодержащих сталей 40Х и 35ХГС, которые широко используются в авиа- и машиностроении. Они отличаются высокой прочностью и износостойкостью.
Модели позволили предсказать толщину белого слоя, его однородность и количество микротрещин. Точность расчета политехники подтвердили, проведя натурные эксперименты.
– Результаты показали, что отклонение рассчитанных значений от экспериментальных составляет не более 5%, что подтверждает достоверность моделей. На минимальном режиме толщина белого слоя варьируется в диапазоне 20-25 мкм и 55-85 мкм на максимальном, тогда как с помощью моделей была рассчитана 20-25 и 60-80 мкм. Количество образующихся микротрещин и неоднородность слоя также существенно изменяется в зависимости от параметров обработки – на максимальном эти показатели в среднем в 2 раза выше, – рассказывает Тимур Абляз, директор Высшей школы авиационного двигателестроения ПНИПУ, кандидат технических наук.
 Тимур Абляз, директор Высшей школы авиационного двигателестроения ПНИПУ, кандидат технических наук. Фото: пресс-служба ПНИПУ
Тимур Абляз, директор Высшей школы авиационного двигателестроения ПНИПУ, кандидат технических наук. Фото: пресс-служба ПНИПУ
Моделирование электроэрозионной обработки позволяет контролировать
качество изделия, заранее определяя необходимый для материала режим, тем самым
минимизируя риск возникновения дефектов на поверхности и преждевременное
разрушение детали. Это особенно важно для изготовления элементов авиа- и
ракетных двигателей, которые работают в экстремальных условиях – в агрессивных средах, под высокой
нагрузкой и температурой.
Статья
опубликована в журнале «Обработка металлов», 2025 год.
Наука
ПНИПУ

 Невидимая экосистема: в Пермском Политехе рассказали, как полезные бактерии управляют нашим здоровьем
Невидимая экосистема: в Пермском Политехе рассказали, как полезные бактерии управляют нашим здоровьем Ученые Пермского Политеха выяснили, что разрушает стеклопластики
Ученые Пермского Политеха выяснили, что разрушает стеклопластики